
 EN
ENKaixin, korkean teknologian yritys, joka on erikoistunut polymeeriputkien venttiilien T&K-toimintaan, tuotantoon ja myyntiin.
Tällä hetkellä monia teknisiä muoveja on käytetty menestyksekkäästi mekaanisiin osiin ja ne ovat saavuttaneet hyviä tuloksia. Teknisten muovien ruiskupuristuksen vaikeus on kuitenkin suhteellisen suuri, erityisesti muottien likaantumista esiintyy. Mikä on muotin likaantumisen syy teknisten muovien ruiskupuristuksen jälkeen ja miten se ratkaistaan?

1. Muottien muodostuminen
Muottien likaantuminen viittaa ilmiöön, jossa kiinnikkeet kerrostuvat muotin pinnalle (katso alla oleva kuva). Muotin likaantumista tapahtuu lähes kaikkien kestomuovien ruiskupuristuksessa. Kun lopputuotteen toiminnalliset vaatimukset on sekoitettava vastaaviin lisäaineisiin (kuten modifiointiaineet, palonestoaineet jne.), nämä lisäaineet jäävät todennäköisesti muottiontelon pinnalle valuprosessin aikana, mikä johtaa homehilseen muodostumiseen.
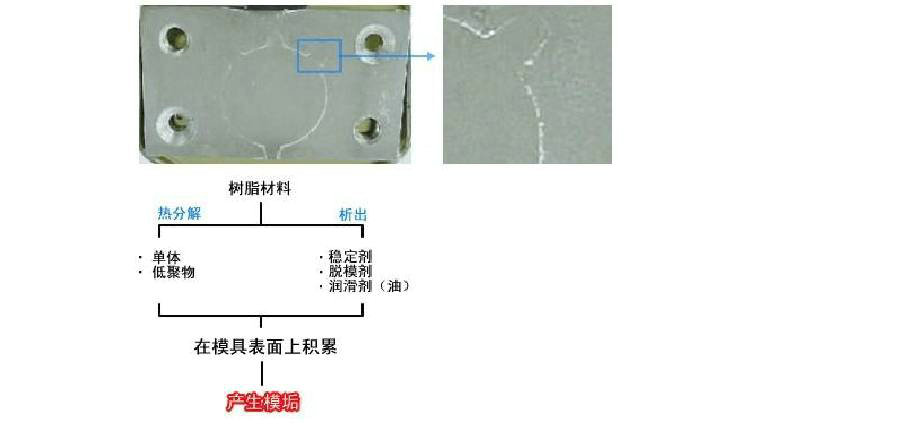
On muitakin syitä homeen muodostumiseen. Yleisimmät syyt ovat seuraavat:
▶Raaka-aineiden lämpöhajoamistuotteet;
▶Sulatevirtauksen äärimmäinen leikkausvoima ruiskupuristuksen aikana;
▶Sopimaton pakoputki;
Yllämainitun aiheuttama homelikaantuminen on usein eri tekijöiden yhdistelmä, ja homeen likaantumisen syyn selvittäminen ja sen estäminen on erittäin hankalaa, ja homelikaantuminen muodostuu vasta muutaman päivän kuluttua.
2. Muottien tyypit
1) Erilaiset lisäaineet tuottavat tietyntyyppisiä homekertymiä. Palonsuoja-aine reagoi korkeassa lämpötilassa muodostaen hajoamista ja mahdollisesti muodostaen homehiukkasia. Liian korkean lämpötilan tai äärimmäisen leikkausvoiman vaikutuksesta iskunestoaine erottuu polymeeristä ja jää muottiontelon pinnalle muodostaen homehilsettä.
2) Termoplastisen teknisen muovin pigmentti sulaa korkeassa lämpötilassa, mikä heikentää muovausmateriaalin lämpöstabiilisuutta, mikä johtaa hajonneen polymeerin ja hajotetun pigmentin yhdistelmään muottikiven muodostamiseksi.
3) Erityisen kuumat muotin osat (kuten muotin ydin), modifiointiaineet/stabilisaattorit ja muut lisäaineet voivat tarttua pintaan ja aiheuttaa muotin likaantumista. Tässä tapauksessa on ryhdyttävä toimenpiteisiin muotin lämpötilan parantamiseksi tai käytettävä erityisiä stabilointiaineita.
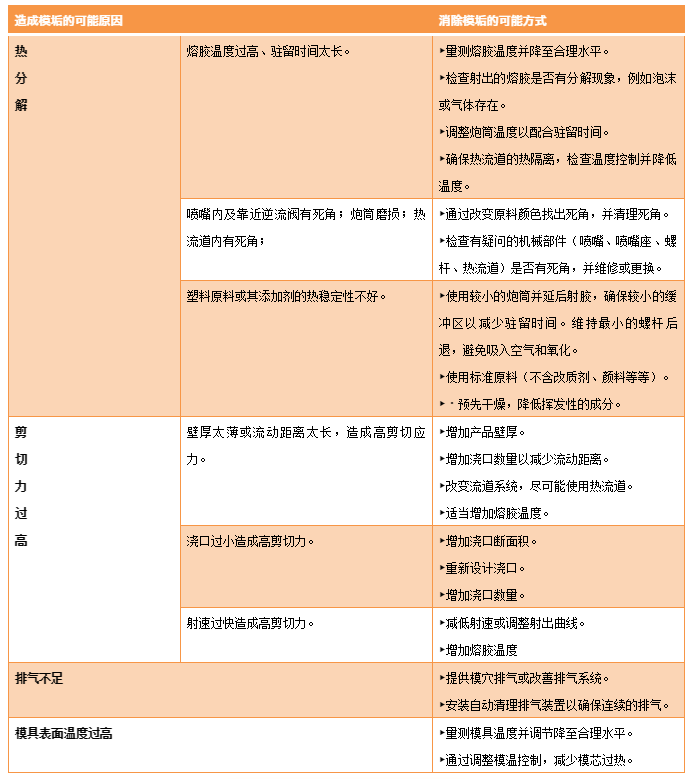
Seuraavassa taulukossa on lueteltu homeen likaantumisen mahdolliset syyt ja ehkäisevät toimenpiteet:
Kolmanneksi homeen likaantumisen äkillinen vastatoimi
Jos muotin likaantumista tapahtuu äkillisesti, se voi johtua muovausolosuhteiden muutoksista tai eri muovausmateriaalierien vaihtamisesta. Seuraavat ehdotukset voivat auttaa parantamaan homeen likaantumista.
Mittaa ensin sulatteen lämpötila ja tarkista silmämääräisesti, onko sula hajonnut (kuten palaneita hiukkasia). Tarkista samalla, ovatko muottimateriaalit vieraiden aineiden saastuttamia ja käytetäänkö samoja puhdistusaineita. Tarkista muotin pakokaasun kunto.
Tarkista vielä käyttökone: käytä värinvärisiä muottimateriaaleja (paitsi musta), sammuta ruiskupuristuskone noin 20 minuutin kuluttua, irrota suutin ja liitin, mikäli mahdollista, irrota se ruuvilla, tarkista, onko raaka-aineessa palanut hiukkasia, ja jatka raaka-aineen värivertailua, selvitä nopeasti muotin likaantumisen lähde.
Monissa tapauksissa on löydetty yllättäviä syitä homeen likaantumisvirheille. Tämä tekniikka sopii parhaiten pienempiin ruiskuvalukoneisiin, joiden ruuvin halkaisija on enintään 40 mm. Muotin likaantumisen eliminointi parantaa selvästi osien laatua myös muita raaka-aineita muovattaessa. Yllä olevat vastatoimenpiteet soveltuvat myös kuumakanavajärjestelmien muovaukseen.
Muotin likaantuminen johtaa ruiskuvalettujen osien, erityisesti pintaeroosiota aiheuttavien osien ulkonäkövirheisiin, jotka voidaan korjata hiekkapuhalluksella hiekkapuhalluskoneilla.

Neljäs, muotin huolto
Kun muotin likaantumista ei voida poistaa kaikilla edellä mainituilla toimenpiteillä, muotin huoltoa ja kunnossapitoa on vahvistettava.
Muotin pinnalla olevat homekertymät on helpompi poistaa alkuvaiheessa, joten muotin ontelot ja poistokanavat on puhdistettava ja huollettava säännöllisesti (esimerkiksi jokaisen muottituotantoerän jälkeen). Jos muottia ei huolleta ja huolleta pitkään aikaan, on erittäin vaikeaa ja aikaa vievää poistaa muottihilse sen jälkeen, kun muotti on muodostanut paksun kerroksen.
Ruiskumuottien huoltoon ja huoltoon käytettyjä suihkeita ovat pääasiassa: irrotusaine, ruosteenestoaine, sormusteöljy, liimatahranpoistoaine, muotinpuhdistusaine jne.
Homeshilseen kemiallinen koostumus on hyvin monimutkainen, ja sen poistamiseen on käytettävä uusia menetelmiä, kuten yleisliuottimia ja erilaisia erikoisliuottimia, uunisumutteita ja kofeiinipitoista limonadia. Toinen erikoinen tapa on käyttää kumia malliraitojen puhdistamiseen.

5. Ehdotuksia homeen likaantumisen estämiseksi
Kuumakanavamuovausta ja lämpöherkkiä raaka-aineita käytettäessä sulatteen viipymäaika on pidempi, mikä lisää riskiä raaka-aineiden hajoamisesta ja muottien muodostumisesta. Puhdista ruiskuvalukoneen ruuvi.
Leikkausherkkiä materiaaleja muodostettaessa käytetään suurempia kiskoja ja portteja. Monipisteportit voivat pienentää virtausetäisyyttä, alentaa ruiskutusnopeutta ja vähentää homeen likaantumisen riskiä.
Tehokas muotinpoisto voi vähentää muotin likaantumisen mahdollisuutta. Aseta sopiva muotin poisto muotin suunnitteluvaiheessa. Automaattinen pakojärjestelmä tai poistomenetelmä, joka poistaa helposti homekertymiä, on paras valinta. Pakokaasujärjestelmän parantaminen johtaa usein muotissa olevien homekerrostumien vähenemiseen.
Peitä muottipesän pinta erityisellä tarttumattomalla pinnoitteella homeen muodostumisen estämiseksi. Pinnoitteen vaikutuksen arvioimiseksi tulee tehdä testejä.
Titaaninitridikäsittely muotin sisäpinnalla voi välttää muotin muodostumisen muottiin.
Tämä artikkeli tulee Internetistä, vain oppimista ja viestintää varten, ei kaupallista tarkoitusta.















 Pääkonttori: No. 539 Bohai Road, Beilun District, Ningbo City, Zhejiang Province, P.R. China
Pääkonttori: No. 539 Bohai Road, Beilun District, Ningbo City, Zhejiang Province, P.R. China
 +86-18067123177
+86-18067123177